
2020年の7月1日、念願の静岡蒸溜所にうかがいました。「薪直火蒸留器」という画期的な蒸留器を擁し、個性ある原酒づくりだけでなく、静岡の自然に調和したウイスキーづくりを目指す新進気鋭の蒸溜所にせまります。
静岡蒸溜所について
静岡蒸溜所はガイアフロー社が2016年に竣工。他に類を見ない「薪直火蒸留器」と、もはや伝説となった軽井沢蒸溜所から引き取った蒸留器の2基が稼働しており、業界でも非常に話題になりました。
ガイアフロー社といえば、ボトラーズの「ブラックアダー」やインドの大手ウイスキーブランド「アムルット」、スコッチ・ブレンデッドの「ハイランドクイーン」を輸入販売する企業としてさまざまなイベントで目にしていました。
そのガイアフロー社が自社蒸溜所を持つということで、業界関係者からの期待も非常に大きかったです。
しかも、ウイスキーファンであれば蒸留器の加熱方式によって原酒に差異が出るのは常識であったところに、聞いたこともない「薪直火」の蒸留器をひっさげ、さらに「軽井沢蒸溜所」の蒸留器もあるのです。否が応でも期待が高まるというもの。
筆者がここ数年なかなか時間がとれず訪問できなかったのですが、しばらくぶりに時間がとれたのでようやく見学にいくことができました。(参考としての旅程は記事の後半に記載しております)
静岡蒸溜所の見学記
のれんをくぐって2階の試飲室で受付をすませて開催時間を待ちましょう。

ほどなくして、ガイアフロー社の中村社長のお話があります。各種メディアで目にしてきた方なので実際に目前にすると緊張しますね。
静岡蒸溜所の来歴や「ウイスキペディア」での出演情報などのお話のあと、スタッフの方の紹介があり、さっそく見学がはじまります。

最初はウォッシュバック下の通路を通りますが、ここでいきなりインパクトのある木製の壁。静岡蒸溜所は随所に木材について妥協しない姿勢がありますが、ここもその象徴的な要素の一つです。
スコットランドのウイスキーを製法そのままに日本で作って日本で売るために、スコットランド同様の石造りで作られた余市蒸溜所と、世界で売っていくために日本と静岡の個性を全面に押し出し木材がふんだんに用いられた静岡蒸溜所。良い意味で対照的で非常におもしろく感じます。

次はサイロ(穀物保管庫)とモルトミルです。サイロにもサイトグラス(のぞき窓)がついており、中身を確認できるのが面白いです。

基本的にはスコットランドのモルトスターから輸入した麦芽を使用しているそうですが、静岡県産の大麦麦芽で仕込んだこともあるそう。静岡県産麦芽で作られたボトルがでてくるのが楽しみです。
モルトミルは軽井沢蒸溜所から引き継いでオーバーホールして使っているポーティアス社製。ポーティアス社は納品したモルトミルが丈夫すぎてまったく壊れないため発注がなくなり、最終的に潰れてしまった、という伝説まであるビンテージもののモルトミル。実際に目にしたのは私も初めてです。
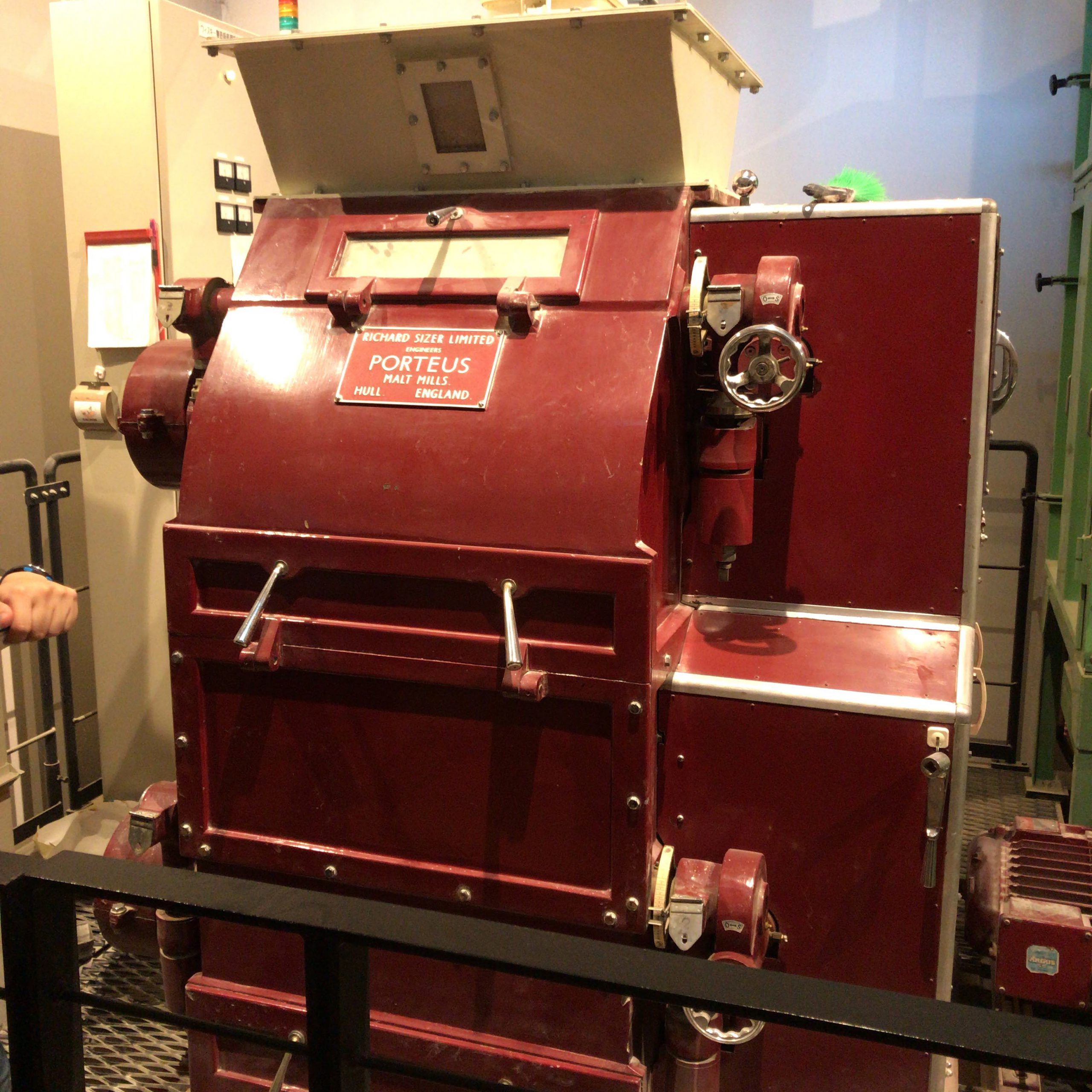
ここで面白いのは粉砕比率。一般的にはハスク:グリッツ:フラワーで2:7:1の比率にするが一般的ですが、静岡蒸溜所では3:6:1の比率にしているそうです。これはベンチャーウイスキー社の秩父蒸溜所でも同様の比率なので、クラフトディスティラリー業界ではスタンダードになっているのかもしれません。
次はマッシュタン(糖化槽)です。ここでもサイトグラスがついており、中身を横から確認できるようになっています。また清澄度を図るためのスコープもあり、非常に合理的な作りになっているなと感心しました。

仕込み水は安倍中河内川の伏流水を井戸で汲んでいるもので中硬水に分類されるようです。日本では珍しいですね。
グレンリベットのターロギーの泉やハイランドパークのクランティットの泉も中硬水。ミネラルが酵母による発酵過程に影響して複雑な香り成分が生まれやすくなると言われています。
次は製造工程にのっとってウォッシュバック(発酵槽)に戻ります。
ウォッシュバックは8槽あり、うち4槽はオレゴンパイン製、残り4槽は静岡産の杉製とのこと。秩父蒸溜所はミズナラ発酵槽で有名ですが、杉製の樽は初めて耳にしました。

こうした木製の樽はステンレスに比べて衛生面での管理が大変ですが、ステンレスに比べて乳酸菌が1000倍近く存在しており、それが発酵に深みを与えています。
さらに、木自体がもつ香りもウォッシュに影響しているようです。実際に発酵中のウォッシュバックの香りを嗅ぐことができるのですが、たしかに木の香りがふんだんに含まれていました。

酵母はマウリ社のドライイースト。ウェットタイプは品質保持が大変で、かつ保存期間も短いので、このドライタイプは合理的で扱いやすいのが特徴。
発酵工程を終え、次は花形の蒸溜工程です。

静岡蒸溜所には蒸溜器が4点あります。
| 蒸留器名 | 位置づけ | 製造元 | 加熱方式 | 特記事項 |
| 薪直火蒸留器 | 初留釜 | フォーサイス社 | 薪直火とガス間接加熱のハイブリッド | バルジ型、ラインアーム下向き |
| 軽井沢蒸留器 | 初留釜 | 三宅製作所 | ガス間接加熱 | ランタンネック型、ラインアームは非常に長くなだらかな下向き |
| 再留釜 | 再留釜 | フォーサイス社 | ガス間接加熱 | バルジ型、ラインアームは下向き |
| ハイブリッドスチル | ハイブリッド | ホルスタイン社 | 取材時点では未使用 | 取材時点では未使用 |
この表を見るだけでも非常に面白いですね。一つずつ詳細を見てみましょう。
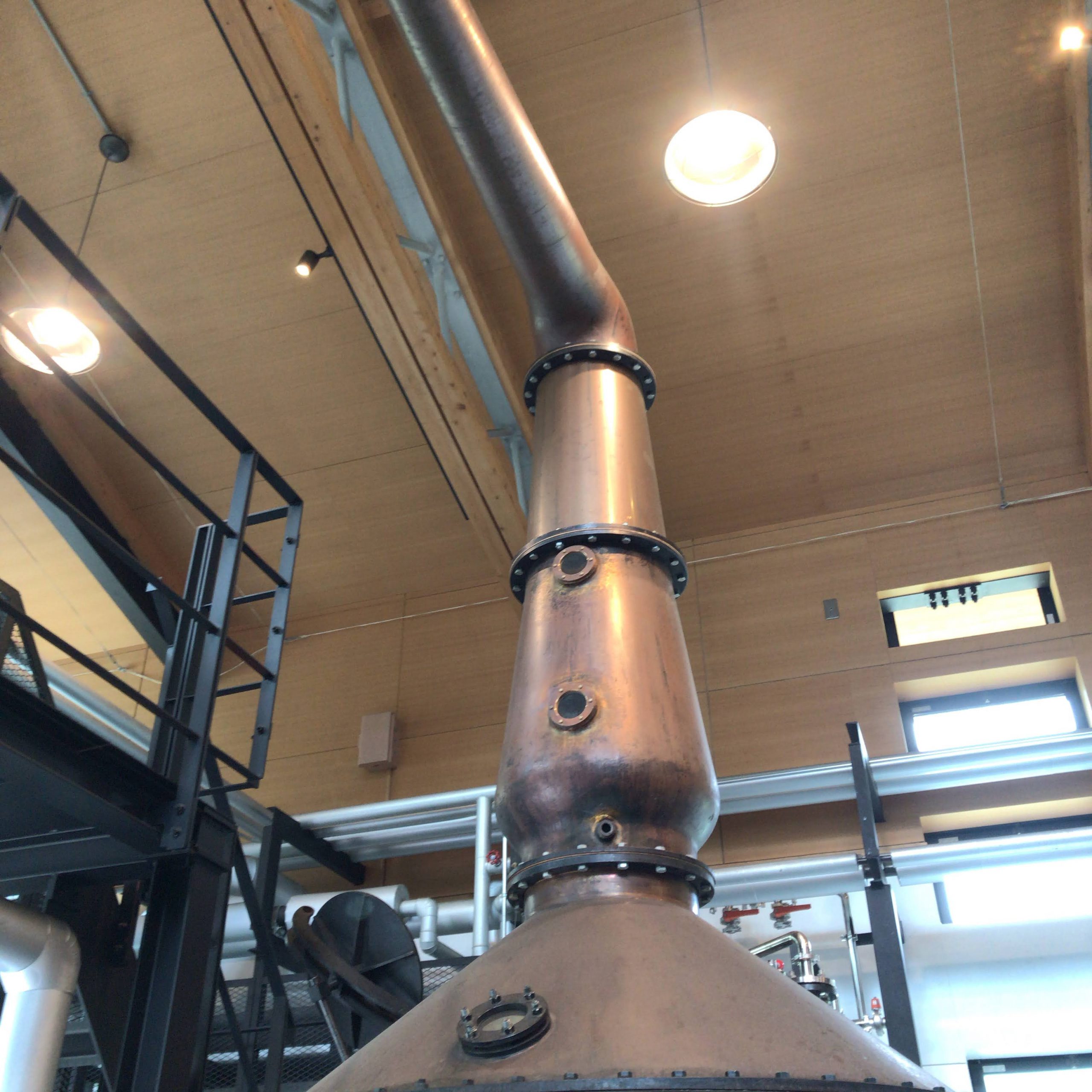
まず最も特筆すべきは、おそらく世界で唯一の薪直火式の蒸留器です。
厳密にはガス間接加熱とのハイブリッドで、蒸溜のはじめの火力を補助するためにガスを用い、薪の火力が十分になったらガスは止める、といった使い方になるとのこと。
直火になることで蒸留器の底面が焦げ付きやすくなるため、ラメジャーと呼ばれる焦げ付き防止のために底面をかき混ぜる金属製の鎖が現役で作動しています。
ラメジャーが動いている様子はなかなか見られないので大変驚きました。

薪は静岡県内の間伐材を仕入れ、蒸溜所内で薪としてカットして使用しているとのこと。間伐材というのは、いわば「間引き」のために伐採された木のことで、杉以外にもヒノキ、クヌギといったいわゆる雑木が含まれることが一般的。

こうした薪を1ロットで一杯半程度消費するとのこと。相当な消費量です。
太古の有機物(≒炭素分)を熱量として取り出す化石燃料と異なり、薪は燃焼過程でもともと大気中に存在していたCO2を木々が取り込んでいたものを開放するだけなので、CO2の増加量はプラスマイナスゼロですから、地球温暖化防止の観点でも非常にメリットがあります。
(仮に木を燃やさなかったとしても、朽ちていく過程で、より地球温暖化へのインパクトが大きいメタンガスが大気中に開放されてしまうので、むしろ燃焼させてCO2にしてしまったほうが地球温暖化防止の観点では望ましい。)

また、こうして静岡蒸溜所が間伐材を仕入れていることで、静岡で間伐が進むことになります。間伐が進むと、例えば間引かずに残った木が太く大きく育つことで、山にそれだけ深く根を張るようになります。
その結果、山肌の保水能力が上がり、土砂崩れや河川の氾濫といった災害を防ぐことにもつながるのです。
さらに間伐材の需要が上がることで、林業の採算性が上がり、山里に林業に携わる人間が増えて過疎化の問題の解決の一助にもなっているといえます。
このように、薪直火蒸留器は単純に個性的な原酒を作るのみならず、世界の環境問題や地域の社会課題解決にも寄与している素晴らしいものであるといえるでしょう。

またこの直火の加熱によって原酒には明らかな個性が生まれており、非常に全方位的にパワフルで力強い香りが出てきています。それは後のテイスティングのところでコメントします。
次はフォーサイス社製の再留釜です。

こちらは珍しくサイトグラスがついた再留釜。ここまで見てきた設備にはいずれも状況が可視化できる仕組み(マッシュタンののぞき窓や清澄度検査器など)がついており、このサイトグラスもそうした可視化へのこだわりによってつけられているのかもしれません。
この再留釜は軽井沢蒸留器の再留も担っており、フル稼働しています。
スピリッツセーフを挟んで、フォーサイス社のスチルと真向かいに配置されている軽井沢蒸留器。もともと再留釜だったはずなので、これも後付でサイトグラスが取りつけられたのではないかと思われます。

蒸留器エリアでは、スタッフさんからカッティングの説明があります。
一般的に、ウイスキーは再留時に美味しいところだけ取り出して熟成にまわします。そのため、蒸溜してすぐに出てくる蒸留液をフォアショッツ(フェイント)、原酒として樽詰に回す蒸留液をミドル(ハーツ)と区別するのですが、どこまでフォアショッツでどこからミドルか、サンプルを嗅いで当てるクイズが催されていました。

ウイスキーファンならぜひ当ててみたいものですね。
次は軽井沢蒸留器の隣に置かれているドイツのホルスタイン社製ハイブリッドスチルです。単式蒸留器と連続式蒸留機がセットでついているのが特徴で、主にジンの蒸溜などで活躍しますが、現時点ではまだ稼働していないそう。今後の活用に期待が高まります。

次は貯蔵庫の見学です。貯蔵庫にはダンネージ式の第一号貯蔵庫とラック式の第二号貯蔵庫があり、今回は後者の紹介です。

貯蔵庫は非常に現代的なラック式。電動で左右に樽を動かすことができ、フォークリフトで上下に移動できるようにすることで、縦横無尽に樽を操作可能。

一部はクオーターカスクがありますが、多くはEXバーボンバレルなので、おそらくフォアローゼスやジャック・ダニエルといった蒸溜所の樽がふんだんに用いられているのではと察しますが、鏡板が削られているためパッと見た限りでは判断がつきません。
この第二号貯蔵庫に限らず、静岡蒸溜所ではあえて寒暖差を設けた設計にしており、平地に置くのみならず採光用の窓まで用意しています。

スコットランドの考え方では、できるだけ湿気が多く温度が一定の場所で、樽が眠るようにゆっくり熟成させるのが基本です。スコットランドに製法の祖をもつ日本の蒸溜所の多くもそれに追随していました。
たとえばニッカウヰスキー社の余市蒸溜所は、スコットランドの環境にできるだけ近い低湿地で樽を熟成させるために工場の場所が選定された、といっても過言ではありません。(他にも近辺でピートが採掘できたこと、水運の利があったこと、豊富にとれるりんごでジュースを作ることでウイスキー貯蔵中の資金繰りを目論んだこと、などの理由があります)
それほど樽をどういった環境で寝かせるか、というのは重要な問題なのです。

一方で、スコットランドに比べるとどうしても大地が乾燥しており、かつ温度差が大きいアメリカの内地で文化が育まれたバーボンにおいては、むしろ温度変化が大きいほうが好まれます。
貯蔵庫のなかでも最も温度変化が大きい屋根近辺のエリアを「イーグルス・ネスト(鷲の巣)」と特別視するほどです。
また、近年の国際的な賞を総なめしている台湾のカバランウイスキーも、非常に温度変化が大きい貯蔵庫で熟成させた原酒が世界的に評価されています。
こうした点からも、静岡蒸溜所が寒暖差を味方にした熟成を目指しているのは、スコッチウイスキーに匹敵するジャパニーズウイスキーを作るのではなく、静岡らしい、日本らしいウイスキーを作って世界に打ってでようという明確な気概が伝わり感激するところです。

この溜め池は防火用水として使うのみならず、冷却器とつながっており、ここで熱を放出してから排水しているという無駄のないつくりになっています。ここでも近代的な蒸溜所らしい合理性が垣間見えますね。
ここで見学が終了。最後にテイスティングです。
人数にもよりますが、テイスティングエリアでは蒸溜所を案内してくださったスタッフの方々といろいろ会話することも可能です。見学ツアー内で聞きそびれたことも、このテイスティングエリアで質問すると親身にご教示いただけます。
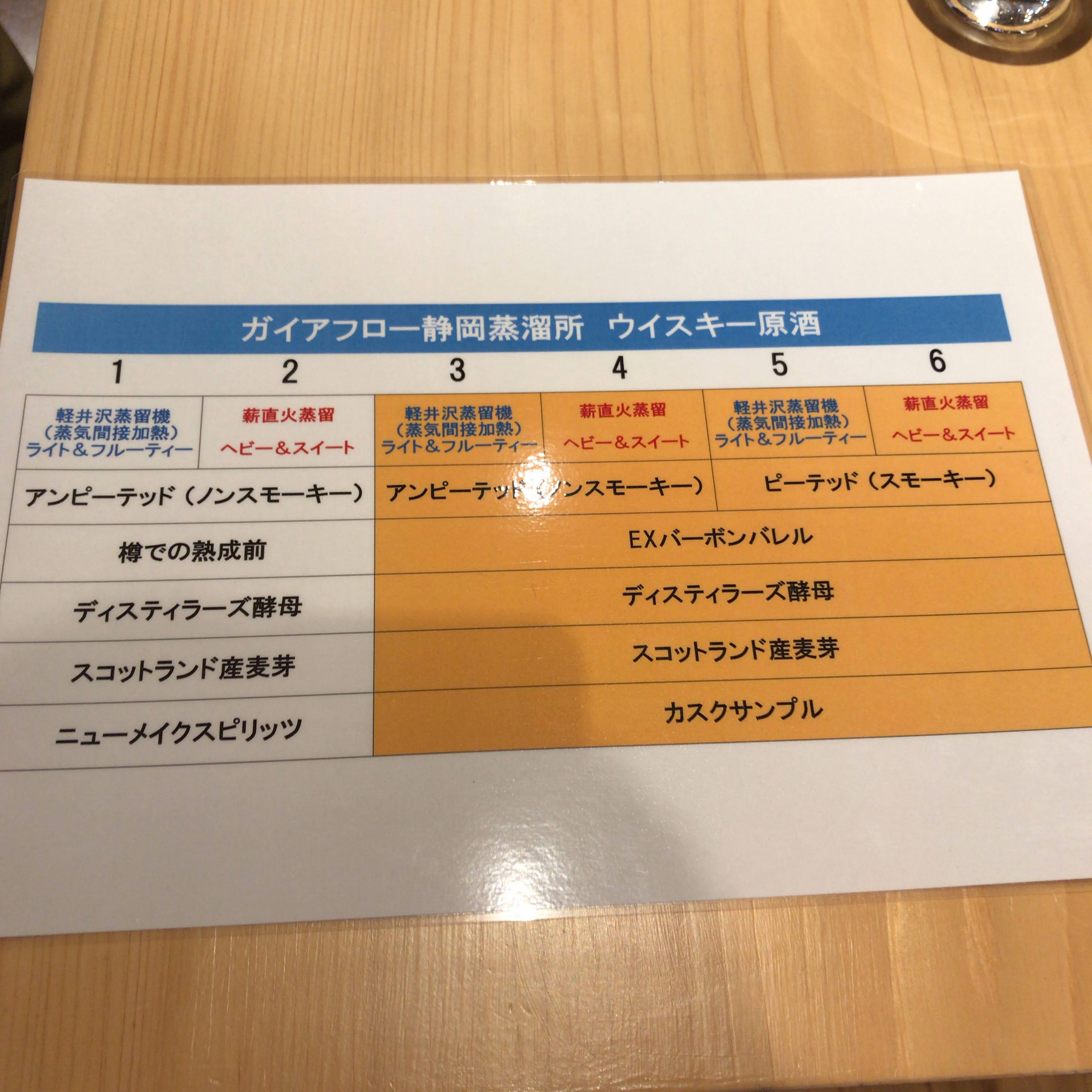
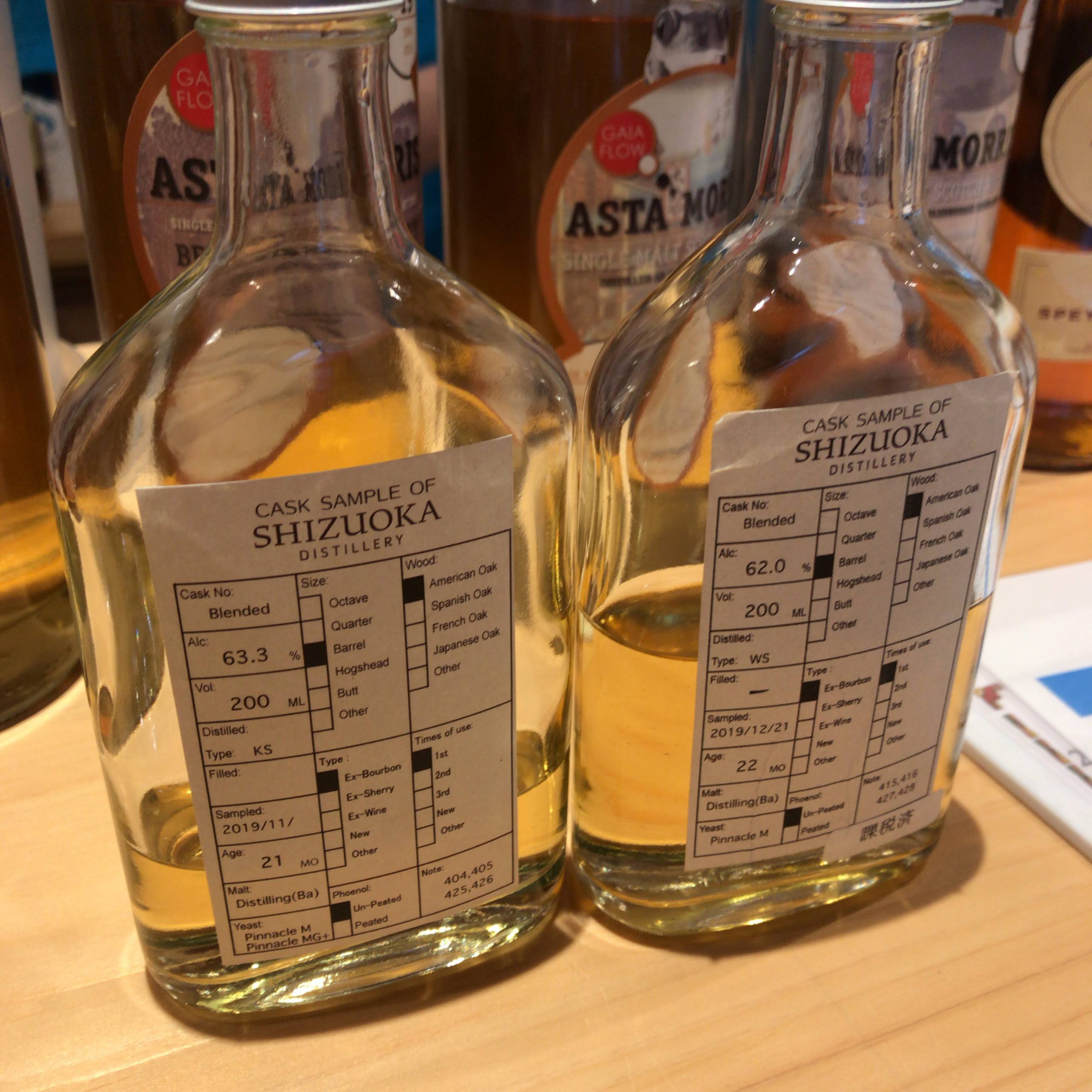
上記の表のとおり、奇数が軽井沢蒸留器、偶数が薪直火蒸留器で蒸留された原酒になっています。支払いはショットバー方式で注文ごと。
いずれもカスクストレングスなので、ゆっくり水で割りながらテイスティングしないとすぐに粘膜がやられてテイスティングどころではなくなるので注意しましょう。
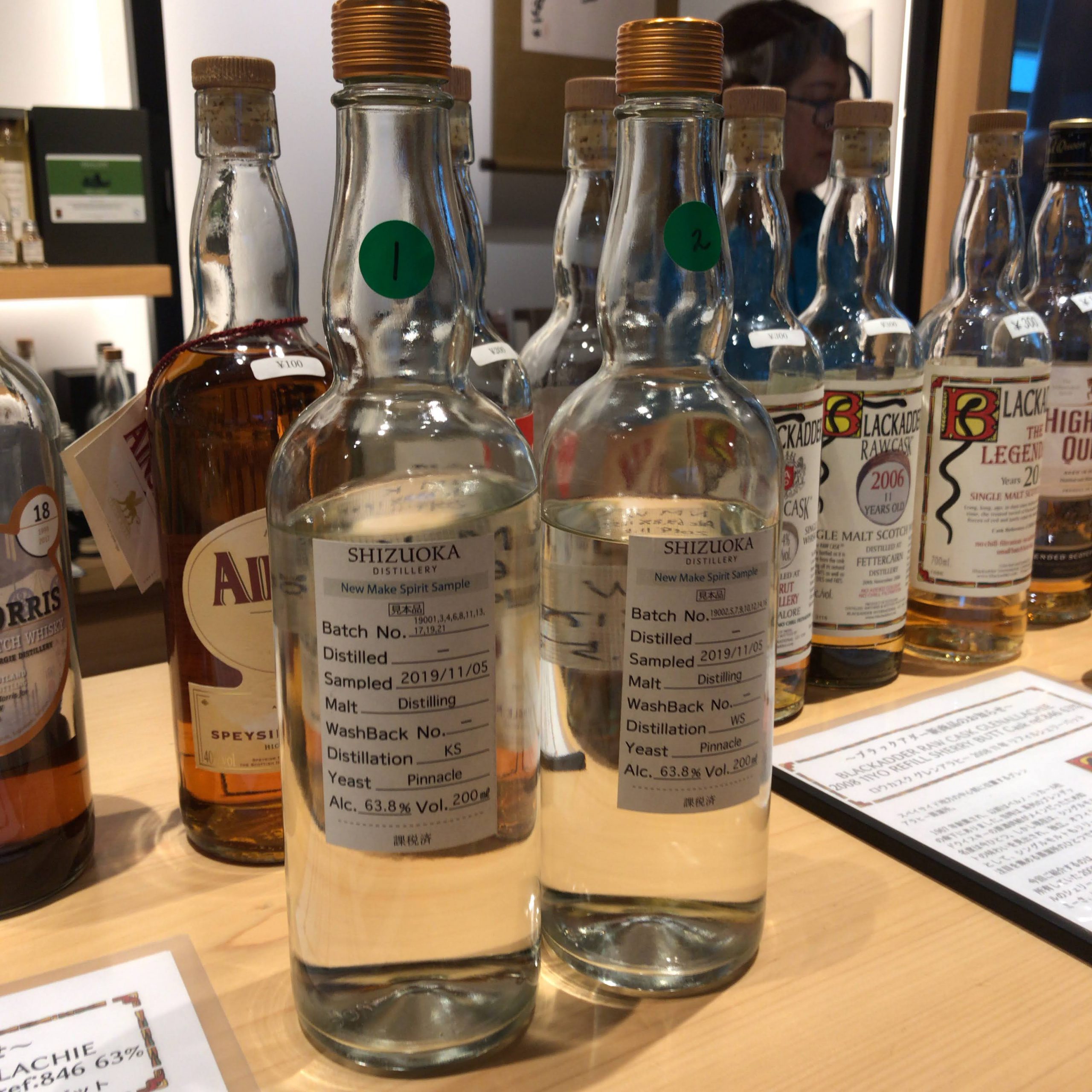
1番と2番はニューメイク。ボトルに細かい情報が記載してあり非常に親切。初留釜の違い以外は基本的に同じ条件で瓶詰めされているので、軽井沢蒸留器と薪直火蒸留器の違いが明確にわかるようになっています。
いざテイスティングすると、香りが決定的に異なります。
軽井沢蒸留器はガス関節加熱らしい、ライトでスムースなもの。
一方で薪直火蒸留器のボトルは非常にパワフル。ノンピーテッドにも関わらずフェノールを感じるほど香ばしさが生まれています。
やはり石炭直火型の余市のニューメイクに近い、全方位型に力強い素晴らしい原酒です。再留釜がバルジ型かつ間接加熱であるためか、荒々しさ、やんちゃなところはそれほどなく、非常に良いバランスです。
薪直火のほうはニューメイクのままでも製品として成立しそうな完成度があります。
3年未満ではありますが、EXバーボンバレルで樽詰めされたものもテイスティングでき、たしかに未熟さはあるもののまったく問題なく味わえます。
もともと原酒がリッチであることに加え、大きな寒暖差によって、他の蒸溜所に比べ熟成の速度が早いのかもしれません。
ここでテイスティングして気づいたのですが、この静岡蒸溜所の蒸留器の設計は、薪直火の力強さをいかしつつ、温度差が大きい環境での短期貯蔵でも売り出せる原酒にしたい、と考えての設計なのかもしれません。
つまり、初留釜を薪直火にすることで力強さを引き出しつつ、蒸留器はバルジ型とし再溜分を増やしたうえで再留釜を扱いやすいガス間接加熱にすることで、スムースな原酒づくりを意図したのではないでしょうか。(これはスタッフの方に質問すればよかったですね)
静岡蒸溜所の見学まとめ
ここまで静岡蒸溜所の見学について記載しました。
単純に良いウイスキーを作るのみならず、純スコットランド式の作り方にとらわれず、世界を見据えた個性創出や環境への配慮など、さまざまな面で経営的な目線が行き届いた素晴らしい蒸溜所だと思います。
スタッフのみなさまも大変親切にご対応いただき素晴らしい体験ができました。ウイスキーに興味があるかた、静岡近辺にお住まいで観光地をお探しの方は、以下にアクセス方法を詳細に記載しますので、ぜひ足を運ばれることをおすすめします。
静岡蒸溜所へのアクセス方法
静岡蒸溜所の見学は完全予約制。公式WEBサイトから予約しておきましょう。
公共交通機関の関係で、昼過ぎの12:30開始です。最寄り駅である静岡駅からは公共交通機関ではバスしかなく、そのバスは11:06分に出立します。とすると、午前11時前には静岡駅についておけば安心です。(※開始時間はバスのダイアグラム等によって変わる場合があります)
東京駅から向かう場合は無難に新幹線がおすすめ。

深夜バスだと5時間以上前の早朝に着きすぎるし、11時前に到着する早「朝」バスもありますが渋滞などの影響を受けやすいのでハラハラしながらバスに揺られることになります。
在来線(3410円)で3時間以上かけて向かうのもよいですが、前日に予約すれば乗れる新幹線の「ぷらっとこだま」チケットだと4800円で乗れて1時間程度で着くことを考慮すると、新幹線一択かなと思います。
ぶじ11時前に静岡駅に到着。スーツケースがある場合は静岡駅北口の左手にあるロッカーに預けておくと便利です。

予定どおり静岡についたものの、バスロータリーがとにかく大きく、どこで乗ればいいかパッと見た限りではわかりません。

また、バスのダイヤグラムはよく変わるらしく、静岡蒸溜所のウェブサイトに記載のあるピッタリの時刻でバスが出ないこともあります。
とにかく駅の北口の真正面にある「9番」で待ちましょう。

乗り場は9番の「横沢行き」のバスが正解。多少時間がズレてても乗り込みましょう。12:30開始の場合、11時過ぎのバスなら大丈夫です。

バスは車体の真ん中から入り、出るタイミングで乗ってきた駅数に応じて支払うタイプ。ここも交通系電子マネーだと便利です。

なお筆者が参加した日は「静岡で一ヶ月分の雨が一日で降った」と呼ばれた大雨の日で、バスの旅路で見える河川は例外なくひどい濁流。ゆったりした自然環境が見られるときに再訪したいものです。

「上助」(かみすけ)に到着したら北に向かって20分ほど歩きましょう。安倍中河内川を右手に見て一本道なので、まず迷いません。
※バスのダイアグラムによって見学の開始時間が変わる場合があり、「上助」より近い「奥の原上」にて下車する案内があることもあるようです。

蒸溜所への道の途中にあるお地蔵さんが旅路の安全を祈願してくれます。

お地蔵さんを越えて数分すると左手に静岡蒸溜所が見えます。

帰りは、蒸溜所から一分ほど北上したあたりの「奥の原上」で、奥側の切り株に座って待つことができます。地方のバスは時間がなかなか読めないので、5分前には座って待っておくと安心です。

静岡蒸溜所への情報
| 名称 | 静岡蒸溜所 |
| 創業 | 2016年8月9日 竣工 |
| 所有者 | ガイアフローディスティリング株式会社 |
| HP | 静岡蒸溜所 |
| 住所 | 静岡県静岡市葵区落合555番地 |
| アクセス | 静岡駅からしずてつバス 「奥の原下」バス停 下車 所要時間約60分 |
| 特記事項 | 世界初と思われる薪直火蒸留器と、往年の軽井沢蒸溜所の蒸留器を所有。中硬水での仕込み。寒暖差を活用した貯蔵。静岡県産の麦芽、酵母での仕込実績あり。 |