
2018年の2月17日、念願の秩父蒸溜所にうかがいました。世界を牽引するベンチャーウイスキーの内情に迫ります。
秩父蒸溜所について
秩父蒸溜所は肥土伊知郎(あえて敬称略。以下同)ひきいるベンチャーウイスキー社がもつ蒸溜所。名の通り秩父に位置し、地場を意識した、非常に零細的で、かつこだわりの強い造りを志向している蒸溜所です。
肥土伊知郎は、もともと羽生蒸溜所をもっていた東亜酒造の御曹司で、サントリー社勤務ののち、独立してベンチャーウイスキーを立ち上げます。
独立の背景には、大変ドラマチックないきさつがありました。
ウイスキー不況のなか、東亜酒造も倒産にいたり、原酒が入った樽を廃棄するという話にまでなってしまいました。
そんななか、樽の保管に強力してくれたのが、安積蒸溜所をもつ福島県の郡山にある笹の川酒造です。

いまでも笹の川酒造の貯蔵庫にはイチローズモルトの樽があり、いまでも肥土伊知郎が販売権をもっています。これらの樽からあのカードシリーズが生まれたと考えると非常に感慨深いものがありますね。
この東亜酒造時代の、羽生蒸溜所の樽を、ポートエレンよろしく失われた蒸留所のシングルモルトとして売るのも良いが、それではブランドをすり減らすだけで、後に続くブランドを育てられない。
そう考えた肥土伊知郎は、東亜酒造時代の原酒を「イチローズモルト」というブランド名を冠して売り出します。この商売上手なところはさすがサントリーで職歴を重ねたプロフェッショナルであると感じます。
さて、そんな肥土伊知郎が自分の理想的な蒸溜所を作るべくして作ったのが秩父蒸溜所です。
秩父蒸溜所への訪問記
2018年の2月17日。池袋から秩父へ直通する、レッドアロー号に乗り込んでいました。
熊本の農村で生まれた筆者にとって電車にはいつまでたっても慣れるものではなく、ヒヤヒヤしながら池袋の西武線の乗り口で秩父行きの特急券を買いました。
旅のお供は宮城峡蒸留所で買ったフロムザバレルの蒸留所限定ボトル。キャップに注ぎますがこぼれも。やはりスキットルが必要かも。

でも電車で飲むウイスキーはとびきりに美味しい。こんな幸せは他にないですね。家でのむウイスキーの10倍ほど美味しくなる気がします。もちろんフロム・ザ・バレルが圧倒的に美味しいことは間違いないのですが、なぜか電車だとより美味しい。
思うに、空気の流れが無いなかで、とんでもなく素晴らしい香りの酒をストレートでやると、喉、鼻に抜ける凄まじく豊かで清涼感のある香味がぐっと魅力的に感じるのではないでしょうか。
そうして多少の仮眠を挟みつつ、うとうとしているとすぐに秩父に到着。ウイスキーを飲んでいるとあっというまですね。
駅を出るまでもなく、その空気の圧倒的な清冽さから、「ああ、いまは山間に来たんだな」ということがすぐにわかります。ついに秩父だ。
特急券は出口の駅員さんにお渡しして、身軽に駅前へ。
駅は非常に現代的で、凝ったおみやげどころに、なんと温泉施設まであります。これは大変便利ですね。観光の拠点として大活躍でしょう。私も時間と体力に余裕があれば今すぐにでも風呂に入りたいところです。
そして目前に見える武甲山の無骨なこと!

セメント産業で栄えた秩父では、その石灰岩を武甲山より削り取っていました。また石灰に起因するそのアルカリ性の土壌がコメの栽培に向かず、小麦や蕎麦の生産あるいは養蚕に注力してきました。それが秩父銘仙といった秩父ならではの産業の与しているのですが、それを象徴する石灰岩の山として武甲山があります。
さて、秩父蒸留所ツアーまでに時間があるので、ぶらぶら近辺を散策。まずは駅の右手の観光案内所に。
まず驚くのは武甲山の異様です。明らかに人工的に削りとられた後。
どうやらこのあたりの地質は石灰岩質らしく、セメント原料の採掘が一大産業になっているそうで、それが武甲山の異様な形状を作っているそうです。
土地が痩せているため、桑の木を用いた養蚕がはじまり、それが秩父銘仙という織物産業を有名にしました。
会話が聞こえてきて、ウイスキー祭のことを訪ねてらしたので、秩父蒸留所の見学のお客さんかもしれませんね。
さて、どうやらこのあたりは豚肉の味噌漬けが有名で、よく知られた名店があることもわかったので早速足を向けます。野さかです。

店の周りが煙たくなってしまうほどの盛況ぶり。行列もありましたので散歩して時間潰して30分後くらいで店内に。
ジブリのインストが流れるなか豚丼の並のねぎだくを食べます。なんというか、まあまあでした。

さて、そうこうしているうちにいい感じの時間になってきたので集合場所の秩父神社のほうに向かいます。レトロな街並みがなんとも味わいがあり、観ていて飽きません。

秩父神社は、古事記的な神様ではアメノメナカミヌシとオモイカネを祀っているそうで、かなり霊格が高い神さまを祀ってるなという印象です。

受付を済ませて平成殿で待つとシャトルバスが到着。

20分で現地入り。映像でも本でもよく見たあの景色が広がります。

思ったよりこじんまり。キルンもすごく可愛らしい。

まバスが到着してさっそく案内が始まります。まず案内されるのはミル。

ご多分にもれず麦は輸入ものですから、基本的には精麦済みのモルトの粉砕からが製造工程の最初になります。

秩父蒸溜所の仕込みで特徴的なのは、ハスク(被殻)とグリッツ(粒)とフラワー(粉)の比率が異なるということ。一般的には2:7:1と言われていますが、試行錯誤の結果、3:6:1の比率が良いと、今のところ結論をだされているそうです。
生産の現場にはいると、そのミニマムさに驚きます。マッシュタン、発酵槽、ポットスチル、はては瓶詰め設備まで一箇所に収まっているのです。
テキパキと働く社員のみなさまが清々しいです。いまどきマッシュタンに櫂入れしてドラフを排出する蒸留所なんてここ秩父蒸留所以外に存在するのでしょうか。

つぎは発酵槽。秩父蒸留所のアイデンティティといっても過言ではないミズナラの発酵槽です。

顔を近づけて発酵中の香りを嗅がせてもらいましたが、とにかくフルーティ。良い酵母なのでしょう。

酵母はスコットランドから輸入したものを国内で培養し、セミドライにしたものを利用されているとのこと。酵母まで見せてくれる蒸溜所はなかなかありません。

次はポットスチル。祭壇のように威容を誇ります。真近で見学できるのはここだけではないでしょうか。フォーサイス社製の小さいポットスチルで、エドラダワークラスのサイズだと思われます。

スピリッツセーフも当然フォーサイス社仕様。

スコットランドと違って蒸留中にテイスティングが可能なのでミドルカッティングの際には鼻も舌もフル活用するそうです。スピリッツセーフの錠前用の取っ手も意味をなしてないとのこと。パカパカあけてサンプリングするのですね。面白い。

さて、次はヘッド、ハート、テールの3種類のサンプルを嗅がせてもらいます。こうしたサンプリングは笹の川酒造の安積蒸溜所などで体験済みでしたが、ずっと違った印象を受けました。
なんというかどれも非常にリッチ。ヘッドとハートはほとんど違いがないように感じます。聞くと、ヘッドといってもカッティング直前の比較的リッチなものだそうです。香りはもとより、フェインティな痺れるような味わいを感じて、それがなくなったタイミングでカッティングするとのこと。

次は貯蔵庫。卵型のワインカスク、後熟用の巨大なプレーンカスクが目に付きます。

天使の分け前分はスコットランドでは2パーセントほどというのが一般的ですが、ここ秩父では内陸部ゆえの強烈な寒暖差によってか3〜4パーセントの欠減があるそうです。秩父の天使は大酒飲み、と表現されていました。
なにかの本で読んだのですが、天使の分け前は多くて良い。抜けていくのは未熟成感の原因になるものだから、という信念があったと読んだ記憶があります。
樽の編成は、やはりほとんどがバーボン樽。多くがヘブンヒルとジャックダニエルで、フォアローゼズやジムビームも見つけられました。
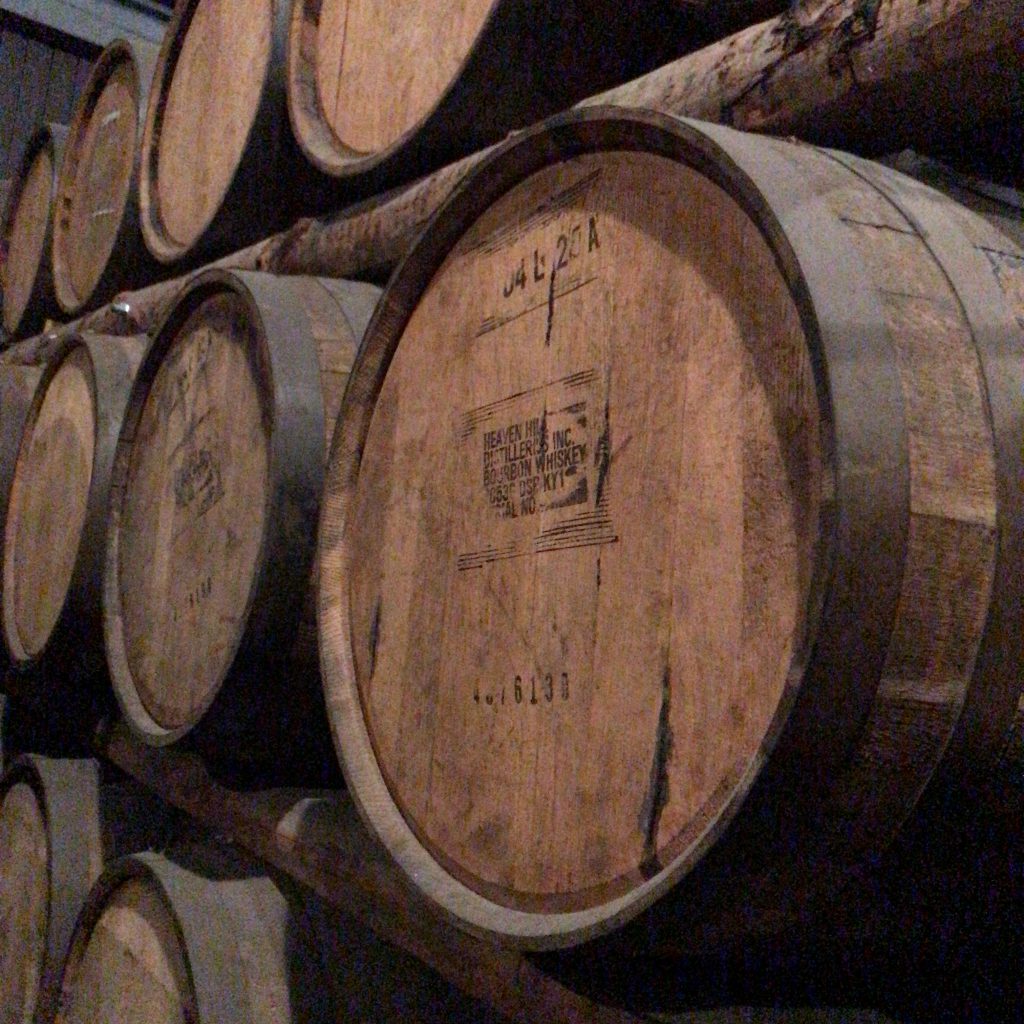
バーボン樽以外には、秩父で作り直したクオーターカスク、スタッフさん手作りの樽(材質不明)、ミズナラ樽、シェリー樽、ワイン樽、ビール樽など、非常に幅広く扱われています。キリンの富士御殿場蒸溜所が99パーセントバーボン樽(しかもほとんどがフォアローゼズ)であることを考えると、戦い方の違いがより実感できると思います。
さて、貯蔵庫を抜けると試飲のご用意があるエリアへ。ダブルディスティラリーズ、ニューポット、ミズナラカスク、ホワイトラベルなどがあり、ファン垂涎の品が並びます。
ダブルディステラリーズは存外にさっぱり、癖のないスムースな香りと味わい。

ニューポットはさすがの出来、ニューポットながら香り高く優しい毒気のないウイスキーになっていました。

ミズナラカスクはやはり個性的で、神社仏閣の香りを感じるオリエンタルなものでした。
試飲スペースには肥土伊知郎さんもいらっしゃり、気さくにお話させていただきました。お隣の日高町産のピートを用いてピーテッド原酒を作る夢(といってもかなり現実的)などお聞かせいただき、たいへん感激です。
数多くの後援者、フォロワーがいらっしゃる肥土伊知郎さんのお人柄に直接触れることができました。
阿部喜兵衛や岩井喜一郎、竹鶴政孝や竹鶴威、鳥井信治郎といった偉人の多くはすでに他界しておりますから、生ける伝説に直接お話をうかがえるのは大変に貴重な機会でした。
秩父蒸溜所の見学まとめ
年に一度しか公開されない見学ツアー。従業員の皆様の情熱を感じられる素晴らしい見学になりました。
年に一度、秩父ウイスキー祭りの前日に開放されるので、行ってみたいかたはぜひ、秩父ウイスキー祭りについてアンテナを張っておくことをおすすめします!


