山崎蒸溜所とは
山崎蒸溜所とは、日本で初めて本格ウイスキーを製造した蒸溜所です。1923年、寿屋(現サントリー)の鳥井信治郎が、技師として招いた竹鶴政孝に設計させました。
山崎蒸溜所の基礎知識

山崎蒸溜所といえば、シングルモルト山崎は当然として、「ホワイト」や「角」をはじめ、「ローヤル」や「響」といったブレンデッド銘柄を作る拠点工場です。
一方で、山崎蒸溜所を紹介するには、一介のウイスキー工場で終わらせられません。山崎蒸溜所が、ジャパニーズ・ウイスキーの歴史において、いかに有意義で、いかに複雑なドラマを持っているか。それを語らないわけにはいかないのです。
山崎蒸溜所のあゆみ
まずは、ざっくりと山崎蒸溜所の歴史を振り返ってみます。
| 西暦 | 出来事 |
| 1923 | 摂津酒造を退社し桃山中学で化学教師をしていた竹鶴政孝を寿屋に技師として招聘する |
| 同上 | 着工開始 |
| 1924 | ポットスチルを設置し、操業開始。 |
| 1929 | 国産第一号の本格ウイスキー「白札サントリー」の発売 |
| 1937 | 「角瓶」誕生。海軍で重宝される。 |
| 戦中 | 戦禍により工場設備の焼失。原酒を守り抜く。 |
| 1984 | シングルモルト「山崎」の発売 |
こうして見ると、戦中以後の蒸溜所の歴史に空白期間があります。ブレンデッド・ウイスキー主体で製造しているために、蒸溜所単体での大きな出来事がフィーチャーしづらいのです。
宣伝の観点では、「トリスを飲んでハワイへ行こう」キャンペーンやトリスバーの乱立、二本箸作戦など、非常に語るべきことが多いのですが、山崎蒸溜所としての動きは目立ちません。
一方で、戦中以前の初期には、鳥井信治郎と竹鶴政孝の間で数多くのドラマが生まれていますので、今回はそちらにフォーカスをあててご紹介できればと思います。
1923年に寿屋のウイスキー工場として設立
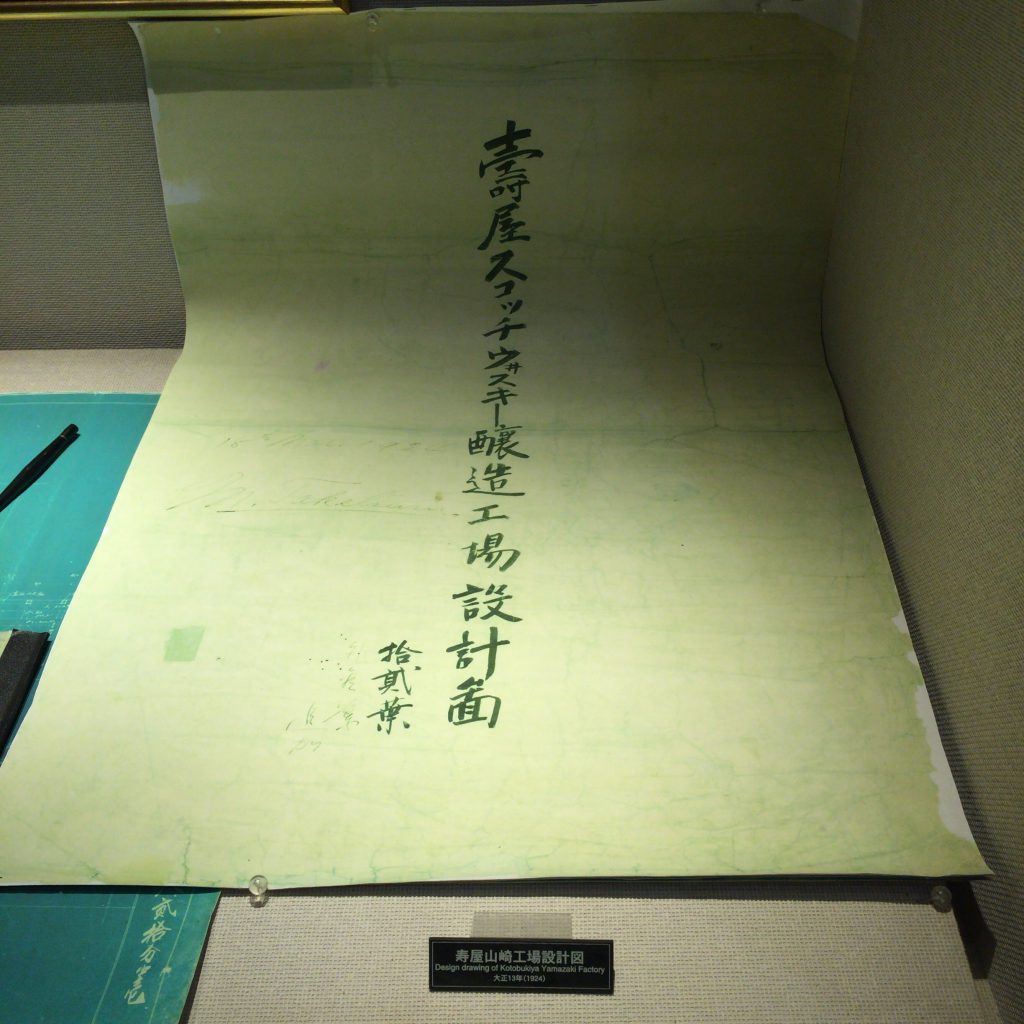
山崎蒸溜所は、鳥井信治郎の命によって竹鶴政孝が設計しました。

当時、竹鶴政孝は桃山中学の化学教師でした。摂津酒造の出資によって二年間のスコットランド留学を終えたものの、帰国後は摂津酒造の景気が悪く、とてもモルトウイスキーの製造は出来ない状態でした。

二年間は耐えました。モルトウイスキー製造ができず、イミテーションウイスキーを作り続けることになっても、二年間は耐え抜いたのです。竹鶴政孝にとっても、スコットランドに送り出した阿部喜兵衛(摂津酒造の社長)にとってもつらい時期だったことでしょう。
発作的な勢いで摂津酒造を退社した竹鶴政孝でしたが、妻のリタが、自分の人脈を使って仕事を斡旋しました。イギリス聖公会系の中学の校長であったローリングスと家族ぐるみの付き合いをしており、その化学教師として雇われることになったのです。

鳥井信治郎から声がかかったのはそんなタイミングでした。
鳥井信治郎はこのとき、三顧の礼をもって帝塚山の竹鶴邸を訪ねました。当初呼び寄せる予定だったスコットランドの技師に払う予定だった年俸と、製造に一切口を出さないこと、そして10年間の雇用契約をもって、二人の蒸溜所づくりが始まりました。

まずは工場用地の決定です。
これについては、山崎蒸溜所内では、鳥井信治郎が足を運んで…と説明がありますが、『ヒゲのウヰスキー誕生す』やその他の関連書籍を読む分には、あくまで竹鶴政孝が用地を選別、決定したようです。(鳥井信治郎は自身の住居の近くでないことに難色を示したという噂もあります)
なお、このときの設計書は、竹鶴政孝が終生大事に持っていたようで、遺品の中にあった設計書が余市のウイスキー博物館に展示されています。
もっとも、竹鶴政孝は、本格ウイスキーを作るのであればスコットランドに近い環境である北海道を推したそうですが、
- 工場見学ができないのでは客がつかない
- 北海道では輸送に難がある
という理由で、大消費地であり、寿屋がある関西圏で工場用地を探したと言われています。もっとも、ウイスキー工場の設立は寿屋の稼ぎの何割かを投入する大事業ですから、自分の目の届かないところで製造を竹鶴政孝に任せきるほど、鳥井信治郎も楽観的ではなかったということでしょう。
さて、しぶしぶ関西圏で蒸溜所の用地探しを初めた竹鶴ですが、いくつかの用地を検討したのち、千利休の時代より名水湧出の地として知られた山崎が選ばれました。

竹鶴政孝が山崎の地について報告したさい、「山崎はスコットランドのローゼスの地に似ている」と報告したことから、山崎蒸溜所の宣伝にはローゼスの文句が踊るようになります。

このとき、1923年。日本人のほとんどがウイスキーを見たことも飲んだこともなかった時代でした。ポットスチルどころか、「ウイスキーってなんですか?」という状態だったことでしょう。
製造技師は広島の名杜氏を呼び寄せてなんとか対応できましたが、設備はスコットランドから取り寄せるか新規で作るしかありません。

竹鶴政孝は、スコットランド留学時のメモをもとに、大阪の鉄工所にポットスチルを発注します。(初留釜と再留釜はそれぞれ別の工場に発注したそうです)

次は輸送の問題です。この時代、トラックなどという便利なものはありませんから、ポットスチルは船上輸送という手段が取られました。淀川を遡上して運ばれたのです。
淀川まで来たのはいいものの、次は国鉄の線路がありました。輸送中に電車が来たら大変なことになりますから、電車の往来がなくなる深夜に、足を取られながらもバランスを取りなんとか輸送しました。

さて、なんとか製造するための最低限の設備が整ったものの、細かい不明点は已然として残ったままでした。
そのひとつが、焚き口からポットスチルの鍋底への距離です。大抵の設計数値は記録していた竹鶴政孝でしたが、ここは盲点でした。スコットランドで再度計測するまでは、操業しながら調整していくしかありません。
酵母についても問題がありました。スコットランド本土では、ディスティラリーズイーストと呼ばれるウイスキー用の酵母、あるいはそれとビール用の酵母をブレンドして使うものですが、このときはビール用の酵母しか手に入らなかったと言われています。
人から聞いた話ですが、山崎蒸溜所の醸造記録を調べたところ、醸造時のアルコール度数が低いことから、発酵に失敗してバクテリアの繁殖が疑われている状態だったそうです。
さらに、本格を志向するあまり製麦作業の中でピートを焚きすぎて燻製香が強くつきすぎるなど、少なからず問題があったようです。
また酒税についても問題がありました。
この当時、酒といえば日本酒です。当然、酒税法も日本酒の製造を念頭において作られていました。日本酒は作ってすぐ売りに出せるものですから、製造と同時に課税する「造石税」がとられていました。
一方で、ウイスキーというものは数年貯蔵してようやく製品になるものですし、貯蔵によって年間2パーセントほどの欠減(エンジェルズ・シェア)が発生するものですから、蒸溜した時点で税金を取られたらたまったものではありません。
人脈を最大限に利用したうえで、粘り強い陳情と、竹鶴政孝によるスコットランド直伝の徴税手法伝授によって、なんとか「庫出し税」にこぎつけました。これなら不要な税は取られずに済みます。
山崎蒸溜所を舞台として始まった日本の本格ウイスキーの歴史は、このように前途多難、さまざまな障害の中にありました。
日本初の本格ウイスキー「サントリー白札」の発売
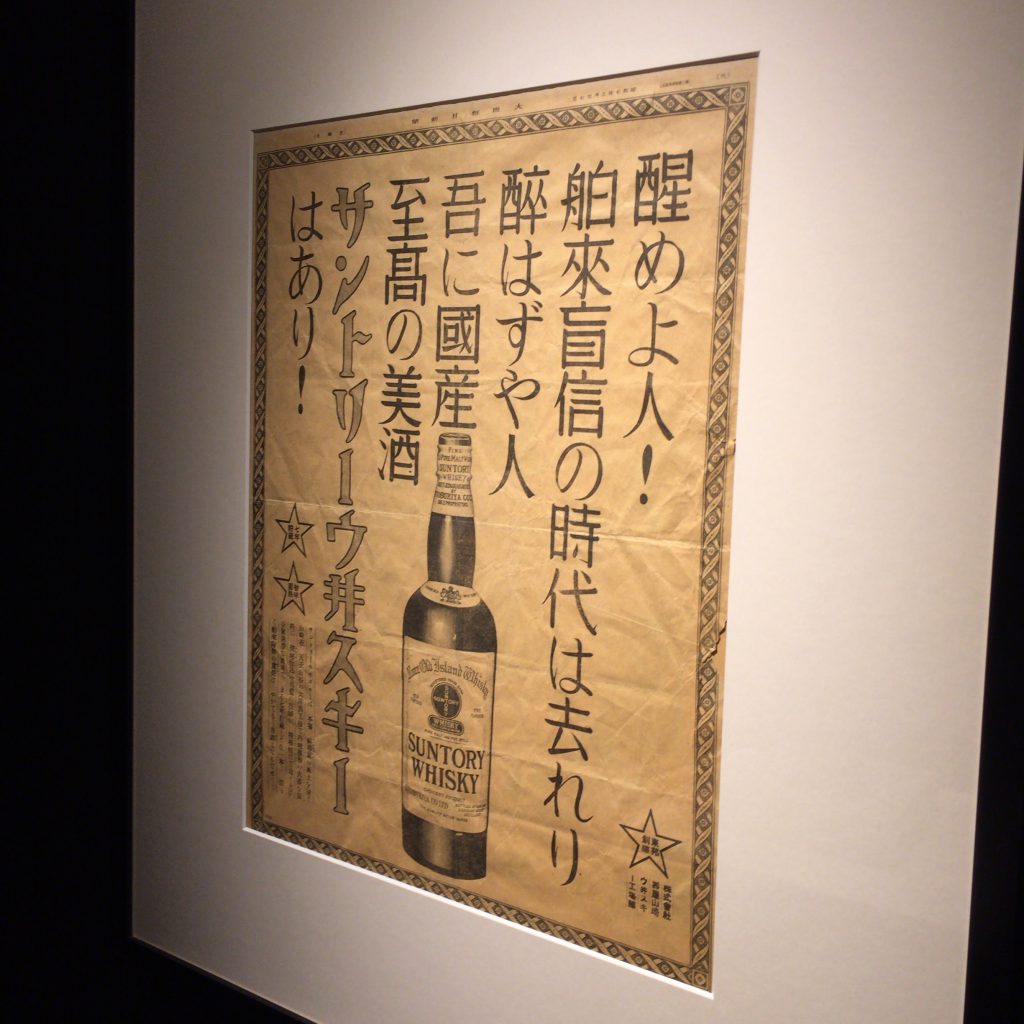
さて、このように様々な問題を抱えながらもなんとか蒸溜と貯蔵を進めた竹鶴政孝と鳥井信治郎でしたが、なんとか製品の発売にこぎつけます。それが「白札サントリー」です。
「金食い虫」と呼ばれた工場が数年越しに達成した、初の商品発売です。宣伝部はこれでもかというほど自信満々の広告を出しました。
関係者は喜んで然るべきですが、竹鶴政孝は納得がいっていませんでした。
ウイスキーは熟成によって完成します。そのうえで、熟成年数が異なる複数の原酒をブレンドすることで完成度が飛躍的に高まるのです。
たとえば4年もののウイスキーというものがあっても良いのですが、何%かは、長期熟成のモルト原酒をブレンドしないことには、やはり完成度が高いウイスキーにはなりません。これは竹鶴政孝がキャンベルタウンのヘーゼルバーン蒸溜所でイネス博士から学んだことでした。
一方で、鳥井信治郎は経営の観点から、10年の熟成を待つ判断はできませんでした。竹鶴政孝は技術者であり、鳥井信治郎は経営者でした。品質について疑問があることは承知のうえで、最長4年熟成モルトに中性アルコールと水を加えたウイスキーを「至高の美酒」として売り出したのです。
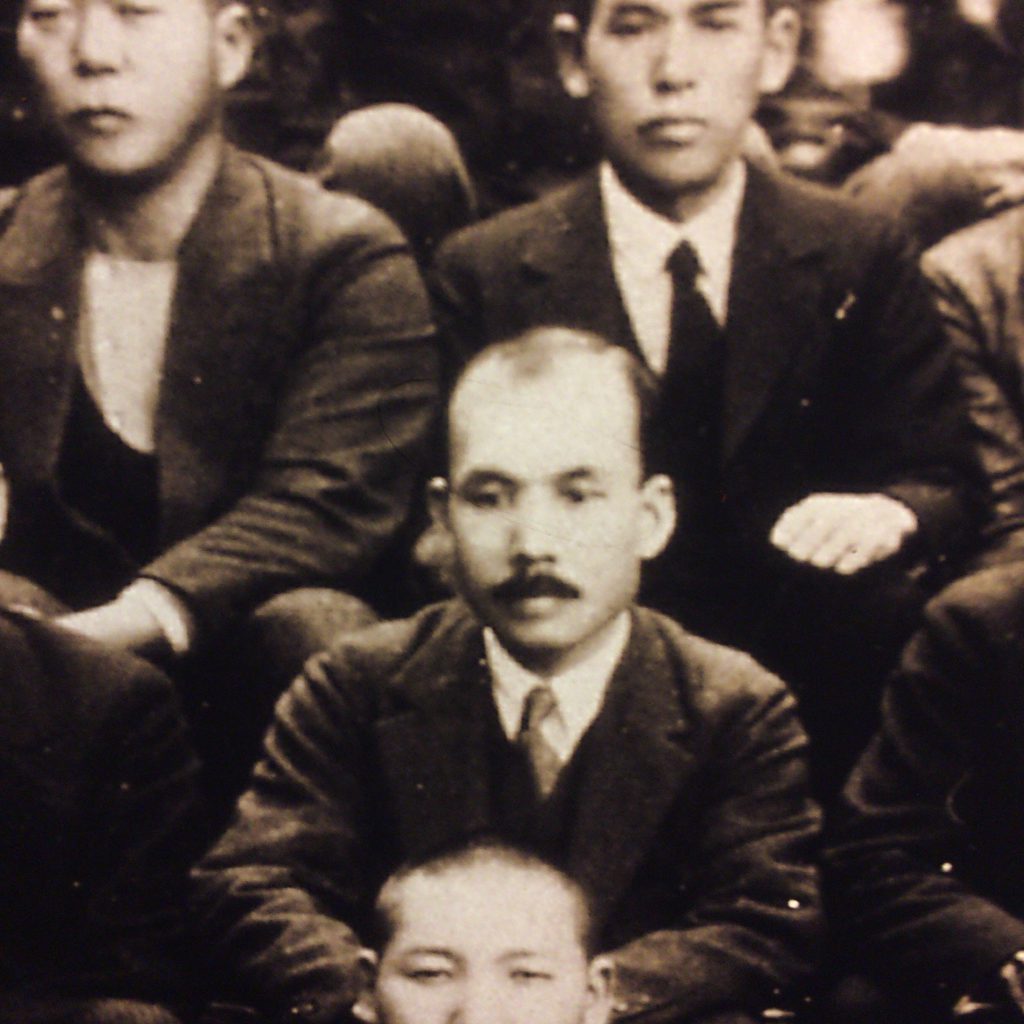
このときの軋轢はやはり穏やかではなかったようで、山崎蒸溜所で唯一竹鶴政孝の痕跡が残る「白札サントリー」発売日の従業員の写真では、竹鶴政孝が憮然として写っているのが確認できます。
市場でも、ほとんど受け入れられませんでした。ジョニ赤がほぼおなじ値段で買えるなか、「煙臭い」「アルコール臭い」ウイスキーが市場に受け入れられるわけもなかったのです。
起死回生の手段として、廉価版の「赤札」を売り出すも、これも失調。こうした中でも頑固に原酒の製造を続けました。これは、経営改善を見越して竹鶴政孝を神奈川でビール工場の工場等に兼任した状態でも続けられました。このとき熟成された原酒の成長が、後の「角」の大躍進につながるのです。

3段に重ねる、ダンネージ式と呼ばれる昔ながらのタイプ。
山崎蒸溜所は、製造するウイスキー自体は売れない低空飛行の時期が続くも、やはり初の国産ウイスキー工場として国威掲揚に寄与したところは少なくなく、天皇家の見学が入るなど、良いニュースもありました。
販売としては苦しいなかでも、天皇家をむかえるほど、工場として成長してきたことを実感した竹鶴政孝は、約束の10年を勤め上げたのち、独立して寿屋を去り、北海道にて大日本果汁株式会社を設立しました。
山崎蒸溜所のウイスキー製造設備について
山崎蒸溜所には、製麦設備を含めた一連のウイスキー製造設備がありましたが、戦禍で焼失したことと、スコットランドから製麦済みのモルトを輸入するようになったことから、今は粉砕以後の設備しかありません。
山崎蒸溜所の単式蒸溜器(ポットスチル)
ポットスチルは合計16点。2013年に4機増設したことが話題になりました。様々な形のポットスチルを擁することで、様々なタイプの原酒を作ることに成功しています。

ひとつの蒸溜所で多種の原酒を作り分けるのは日本の蒸溜所の特徴で、山崎蒸溜所はその顕著な例であるといえるでしょう。
貯蔵庫
貯蔵庫は、公開されているエリアはダンネージ式になっています。
白州蒸溜所は、ラック式、かつバーコード管理で非常に効率的に管理されていました。(通路にある樽はバーコードが見えないようになっていました)
山崎蒸溜所でも、相当量の樽を管理していることでしょうから、おそらく見学者に見えないところではバーコード管理をしているのではと思われます。
山崎蒸溜所の観光施設について
ウイスキー館

山崎蒸溜所のウイスキー館には多数のウイスキーボトルの展示があり、見るものを驚かす壮観さがあります。

有料試飲所では、ニューポットを含めた蒸溜所限定の銘柄を飲めるほか、非常に低価格でサントリーが輸入しているウイスキーの試飲ができます。

山崎蒸溜所の基礎情報
| 名称 | 山崎蒸溜所 |
| 創業 | 1923年(蒸溜開始は1924年) |
| 所有者 | サントリー株式会社 |
| HP | サントリー山崎蒸溜所 |
| 設備 | ポットスチル16基。加熱方式はガス直火、スチーム間接が共存。冷却器はワームタブ、シェル&チューブの両者が共存。 |
| 特記事項 | 日本最古の本格ウイスキー蒸溜所。多彩な原酒の作り分け。 |
| 住所 | 〒618-0001 大阪府三島郡島本町山崎5−2−1 |
| アクセス | JR東海道線「山崎」駅から徒歩5分 |
山崎蒸溜所のまとめ
山崎蒸溜所について、とにかく思う所を書き連ねた記事になってしまいました。とにかく、山崎蒸溜所は、ジャパニーズ・ウイスキー好きなら、必ず行っておくべき場所であるといえるでしょう。
見学には予約が必要で、二ヶ月先まで予約が取れないことが通常なのですが、まれにキャンセルによって週末に空き枠が出る場合があるので、こまめに山崎蒸溜所の公式サイトをチェックすることをおすすめします。


